金屬切削加工服務詳解 從工藝原理到應用實踐
金屬切削加工服務詳解:從工藝原理到應用實踐
金屬切削加工是制造業中最基礎、應用最廣泛的工藝之一,它通過去除多余材料,將金屬毛坯加工成符合設計要求的形狀、尺寸和表面質量。本資料旨在系統性地介紹常用金屬切削工藝,為初學者和從業者提供一份清晰、實用的學習指南。
一、核心原理與分類
金屬切削的本質是刀具與工件之間產生相對運動,利用刀具鋒利的刃口切除工件上的多余材料(即切屑)。根據運動形式和刀具特點,主要分為以下幾類:
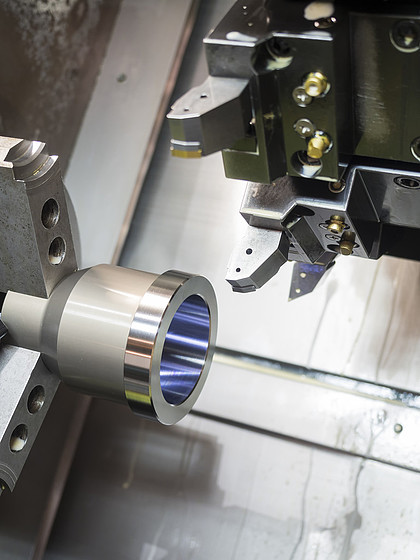
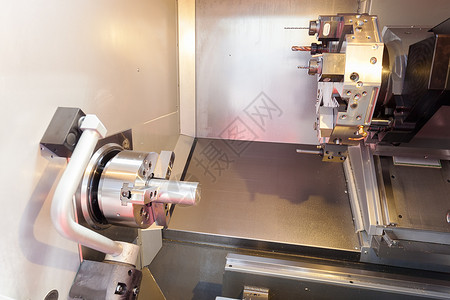
- 車削:工件旋轉做主運動,刀具做直線或曲線進給運動。主要用于加工回轉體表面,如軸、盤、套類零件的外圓、內孔、端面、螺紋等。其特點是效率高,應用極為普遍。
- 銑削:刀具旋轉做主運動,工件做進給運動。用于加工平面、溝槽、齒輪、復雜曲面等。立銑、臥銑、數控銑等都屬于此范疇,靈活性高。
- 鉆削:刀具(鉆頭)邊旋轉邊軸向進給,主要用于加工圓孔。是孔加工最常用的方法。
- 鏜削:用鏜刀對已有孔(如鑄孔、鉆出的孔)進行擴大和精加工,以提高孔的尺寸精度、形狀精度和表面質量。常用于加工箱體類零件的大直徑精密孔。
- 磨削:使用高速旋轉的砂輪作為刀具進行精加工。可加工高硬度材料,并能獲得極高的尺寸精度和極佳的表面光潔度,是精加工的關鍵工序。
- 刨削與插削:刀具與工件做相對直線往復運動。刨削主要用于加工平面和直槽,插削則用于加工內孔鍵槽或方孔等。效率相對較低,但在特定場景下不可或缺。
二、關鍵要素與參數
進行有效的切削加工,必須理解和控制以下幾個關鍵要素:
- 切削用量三要素:
- 切削速度 (vc):刀具切削刃上某一點相對于工件的主運動速度。直接影響加工效率、刀具壽命和加工質量。
- 進給量 (f):工件或刀具每轉一轉或往復一次,兩者在進給運動方向上的相對位移量。影響表面粗糙度和切削力。
- 切削深度 (ap):待加工表面與已加工表面之間的垂直距離。直接影響切削力、加工效率和刀具負荷。
- 刀具材料與幾何角度:常見的刀具材料有高速鋼、硬質合金、陶瓷、立方氮化硼(CBN)和金剛石等。刀具的“前角”、“后角”、“主偏角”等幾何角度,決定了其鋒利程度、強度和散熱性能,對切削過程有決定性影響。
- 機床與夾具:機床(車床、銑床、加工中心等)提供所需的運動和動力。夾具則用于準確定位并夾緊工件,保證加工精度和安全。
三、現代切削加工服務的發展
隨著制造業升級,金屬切削加工服務已從傳統的單機作業,向自動化、智能化、集成化方向飛速發展:
- 數控加工 (CNC):通過預先編程的指令控制機床運動,實現復雜零件的高精度、高效率、一致性生產。加工中心(帶刀庫,可自動換刀)是典型代表。
- 高速切削:采用遠高于常規的切削速度和進給率,能大幅提高生產率、改善加工質量并減少切削力。
- 干式與微量潤滑切削:為應對環保和成本壓力,減少或完全不用切削液的加工技術日益成熟。
- 復合加工:在一臺機床上集成多種工藝(如車削與銑削結合的“車銑復合”),實現一次裝夾完成多面加工,減少誤差累積,提高整體精度。
四、如何選擇切削加工服務
當您需要外協金屬切削加工服務時,可參考以下步驟:
- 明確需求:提供清晰的零件圖紙(標注材質、尺寸公差、形位公差、表面粗糙度等技術要求)和預估批量。
- 工藝評估:服務商會根據您的需求,評估最適合的工藝路線(如:先銑后鉆再磨)、機床選擇和刀具方案。
- 成本與交期:基于工藝方案、材料成本和批量,獲取報價和生產周期。數控加工在小批量復雜零件上更具經濟性,大批量簡單零件則可能考慮專用自動化生產線。
- 質量控制:了解服務商的質量控制體系,如是否配備三坐標測量儀等檢測設備,能否提供首件檢測報告和過程控制。
###
金屬切削加工是連接設計與成品的橋梁。掌握其基本原理和主流工藝,不僅能幫助設計者設計出更易于制造的產品,也能讓采購者更專業地評估和選擇加工服務伙伴。從傳統技藝到數字智造,切削加工技術持續演進,始終是現代工業不可或缺的基石。
如若轉載,請注明出處:http://www.hmzhp.cn/product/87.html
更新時間:2026-04-18 08:46:55